
Sa mga mekanismo ng mga nakaraang taon ng produksyon (mga tool sa makina, gearbox, drive), ang mga gear at gear ay kadalasang gawa sa kulay abong cast iron, na, sa mababa at katamtamang pagkarga, ay hindi mas mababa sa kanilang mga katapat na bakal, at ang proseso ng paghahagis ng bakal ay mas simple. at mas mura kaysa bakal.
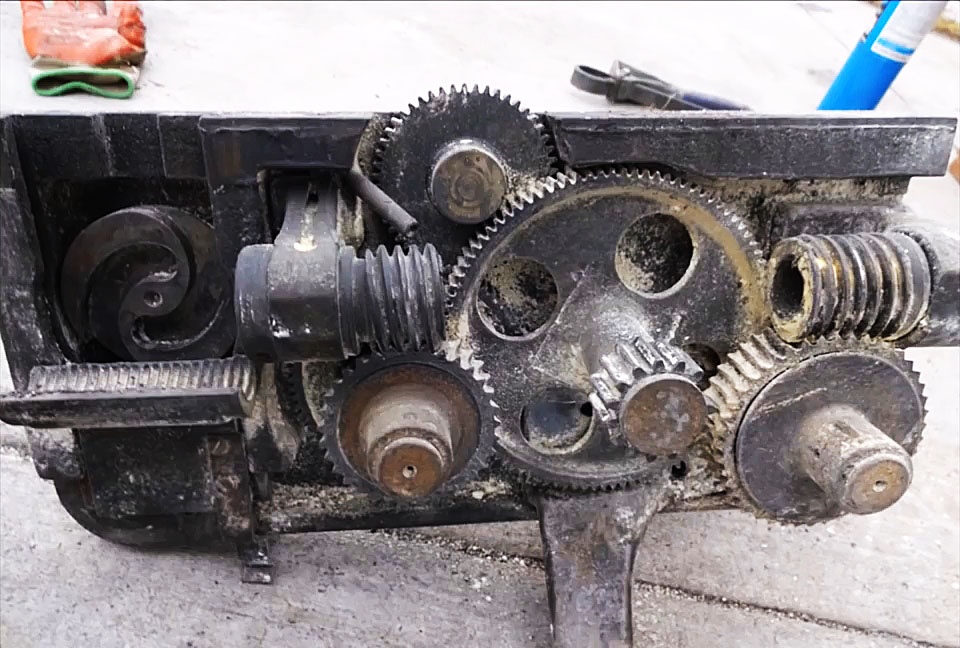
Ngunit ang cast iron ay marupok, at sa mga gears at gears, na may matalim na pagbabago sa pagkarga o pagtaas nito, ang mga ngipin ay sinira, at ang buong mekanismo ay nabigo. Siyempre, mas mahusay na palitan ang isang gear o gear na may nawawalang ngipin ng isang bagong produkto, na hindi palaging posible. Pagkatapos ang lahat na natitira ay upang subukang ibalik ang ngipin sa ibang paraan.

Ang isa sa mga pagpipilian ay nauugnay sa mekanikal na paghahanda ng lugar ng sirang ngipin, pag-ibabaw ng isang materyal na angkop sa mga tuntunin ng lakas at iba pang mga katangian, at pagproseso ng ibabaw hanggang sa makuha ang isang bagong ngipin na may eksaktong geometry.
Mga kinakailangang kagamitan, kagamitan at materyales
Para sa trabaho kailangan namin:
- gilingan at mini drill (drill);
- oxy-acetylene welding torch;
- mites;
- beater (pagsukat ng ulo);
- makinang panlalik;
- papel de liha;
- isang baras na may nut at isang tubular stop para sa gear at pinion unit;
- pamutol para sa pagbuo ng profile ng lukab sa pagitan ng mga ngipin;
- cutter axis na may turnkey grip;
- milling machine na may dividing head;
- instrumento sa pagsukat (caliper, micrometer), atbp.
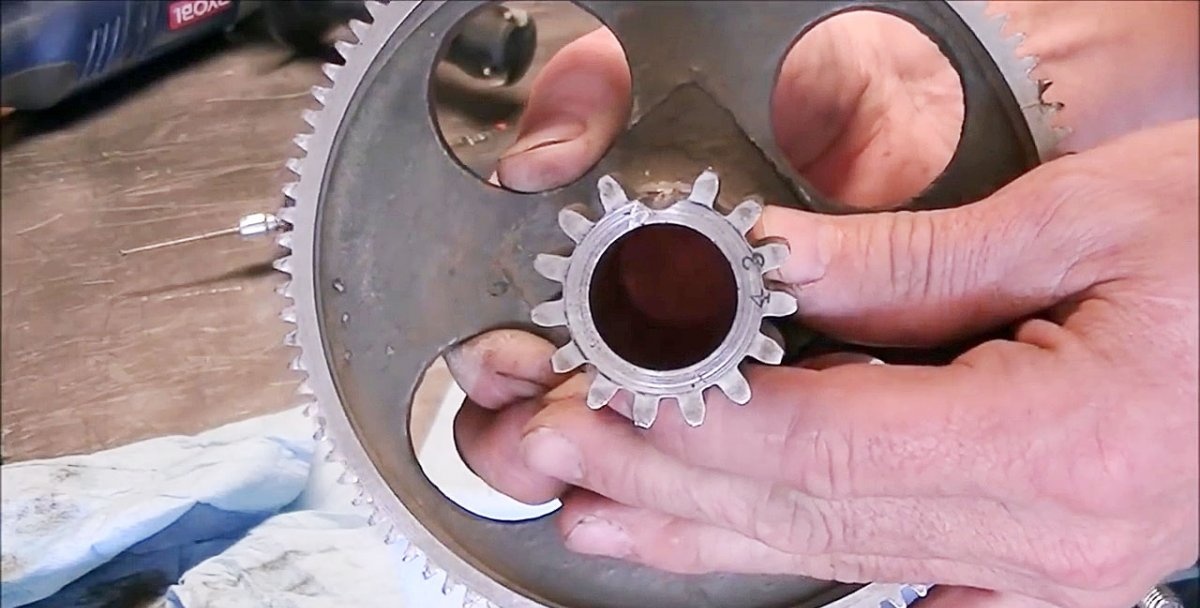
Upang punan ang puwang sa pagitan ng dalawang magkatabing buo na ngipin na may kaugnayan sa isang sirang ngipin, kailangan natin:
- siliceous (silicone) bronze rod;
- flux (pangunahing bahagi: borax na may maliit na admixture ng magnesium);
- fiberglass welding blanket;
- basahan, cloth napkin, atbp.
Ang proseso ng pagpapanumbalik ng sirang ngipin
Binubuo ito ng tatlong yugto:
- Paghahanda ng lugar at pagpuno (pagtatatak) ng puwang sa pagitan ng dalawang magkatabing buo na ngipin na may kaugnayan sa nawawala.
- Paggawa ng holder para sa isang gear cutter at isang axis para sa pag-secure ng gear at gear unit sa makina habang pinoproseso.
- Pagbubuo ng profile ng ngipin sa pamamagitan ng pag-alis ng nakadeposito na materyal gamit ang isang espesyal na pamutol mula sa magkabilang panig.
Paghahanda ng lugar ng paghihinang

Dahil ang gray cast iron ay mahirap i-machine nang mekanikal, halos imposibleng gawin ito sa isang mini drill. Mas mabuti at mas mabilis ang paggiling ng sirang ngipin gamit ang gilingan.
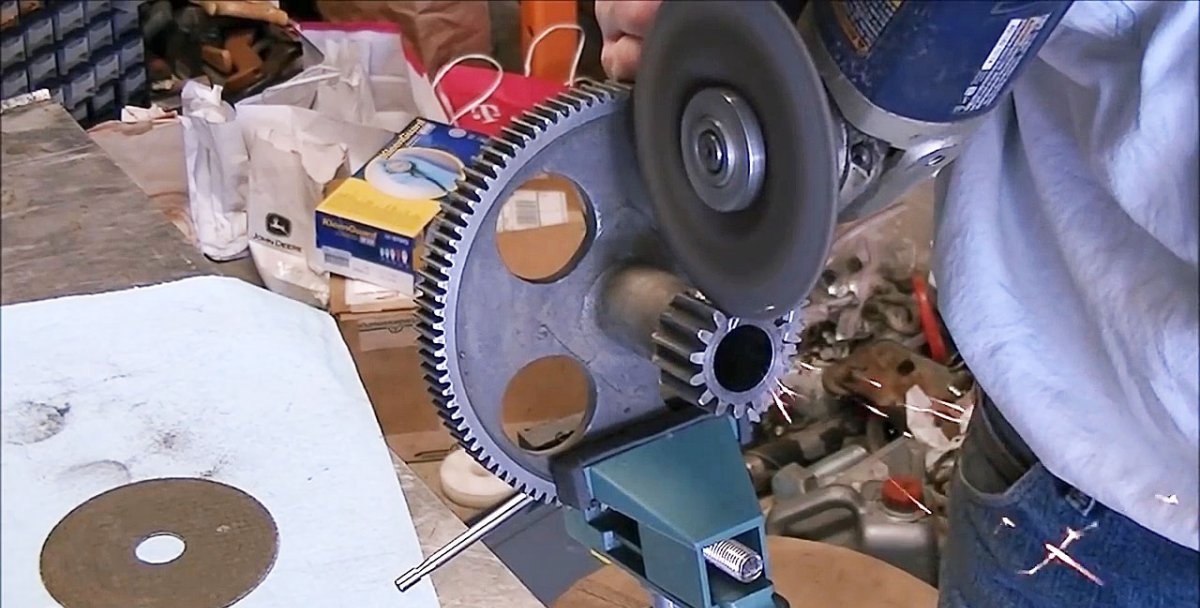
Sa dulo, maaari mong gamitin ang isang drill upang magaspang ang base. Titiyakin nito ang isang mas malakas na koneksyon sa pagitan ng welded na materyal at ng cast iron.


Thermal na proseso ng paghihinang
Nagsisimula ito sa masinsinan at pare-parehong pag-init, gamit ang isang gas-acetylene torch, ng parehong lugar ng paghihinang at ang mga katabing bahagi ng gear. Kung hindi man, ang posibilidad ng mga bitak na bumubuo sa bahagi ng cast iron ay tumataas.
Pagkatapos ang lugar ng paghihinang at ang bahagyang siliceous (silicone) bronze rod ay pinainit na mainit-init, na, pagkatapos ng pag-init, ay ibinaba sa isang lalagyan na may flux, na binubuo pangunahin ng borax na may pagdaragdag ng isang maliit na halaga ng magnesiyo.
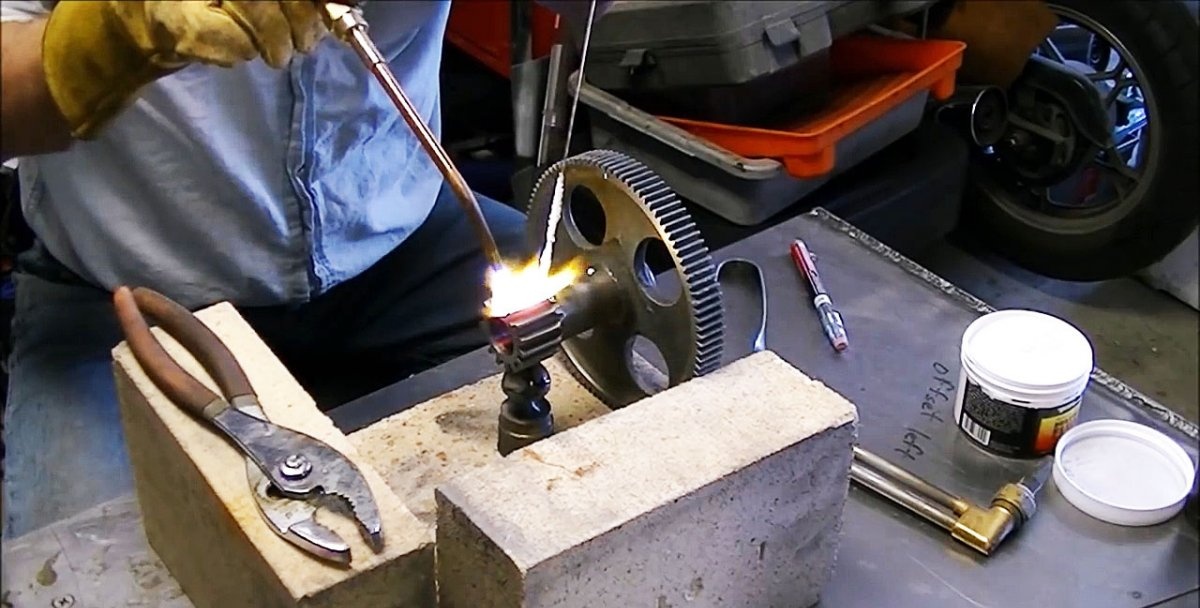
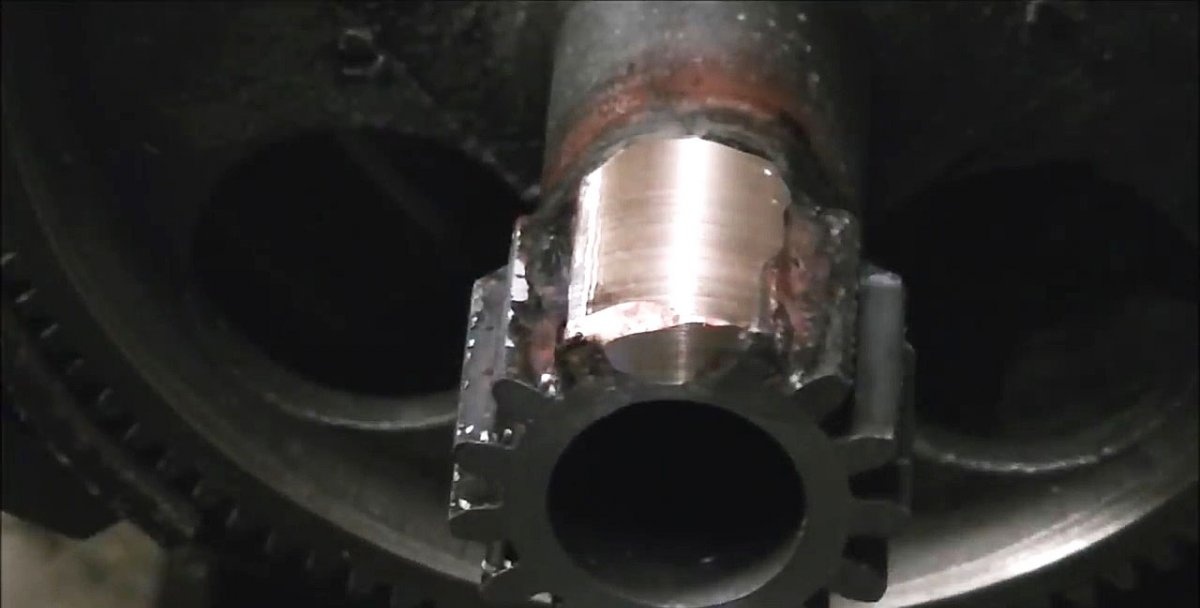
Susunod, ang isang silicone bronze rod na pinahiran ng flux ay inilalagay sa ibabaw ng cavity at natunaw gamit ang apoy ng isang acetylene torch. Nagpapatuloy ang operasyong ito hanggang sa mapuno ng silicon bronze solder ang buong volume ng cavity sa pagitan ng mga katabing buo na ngipin.
Sa pagtatapos ng yugtong ito, upang ang paghihinang ay hindi pumutok dahil sa mabilis na paglamig, tinatakpan namin ang bahaging ibinabalik gamit ang isang fiberglass welding blanket at iwanan ito hanggang sa lumamig nang dahan-dahan para sa kinakailangang oras.

Brazed gear end machining proseso
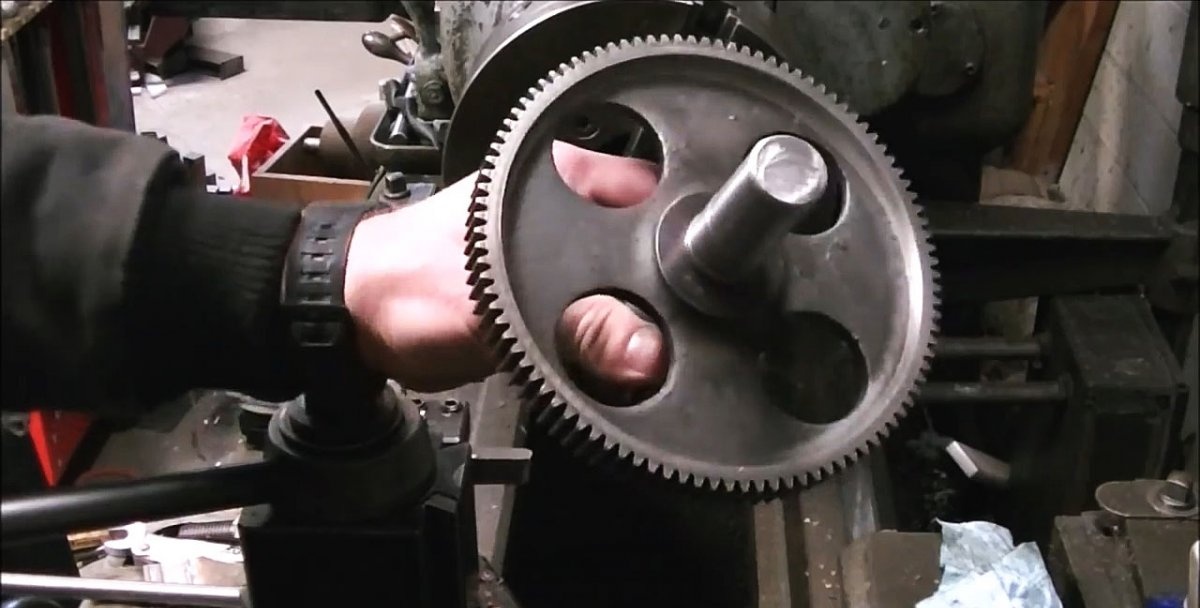
I-clamp namin ang gear wheel sa chuck ng lathe at, gamit ang isang panukat na ulo, itakda ang bloke na may pinakamababang pinahihintulutang runout, katok ang gear sa isang gilid o sa isa pa gamit ang isang maso, kung kinakailangan.
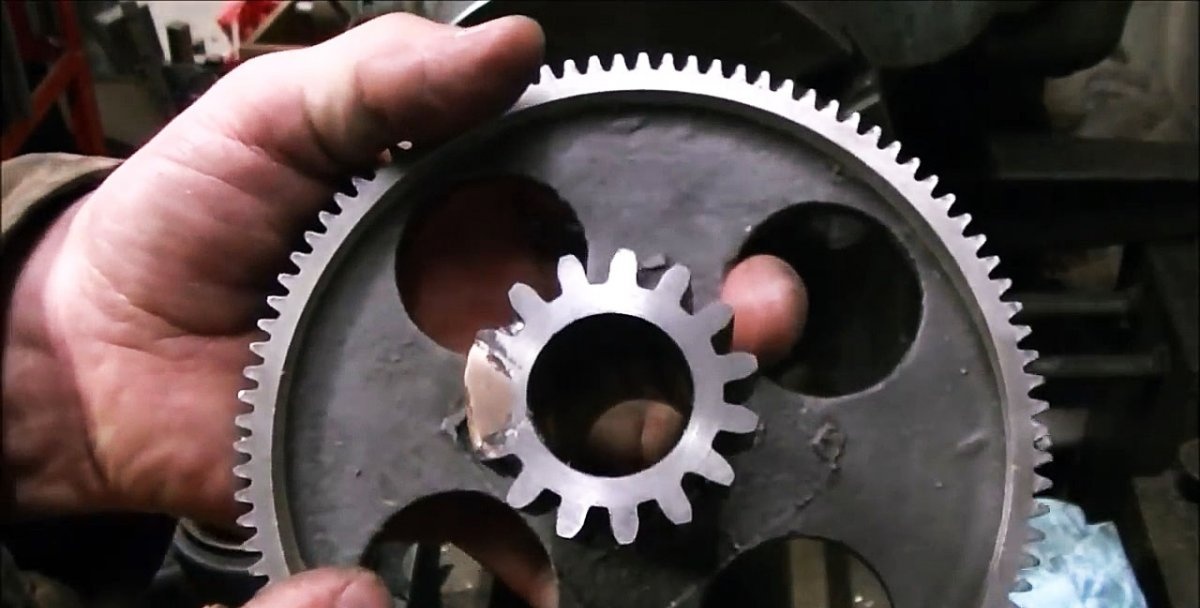
Pagkatapos, gamit ang mga pamutol, inaalis namin ang mga panghinang na kuwintas na nakausli sa mga dulo ng gear. Sa pagtatapos ng pag-ikot, gilingin namin ang mga lugar ng pagproseso na may papel de liha.

Inihahanda ang bloke at pamutol para sa trabaho
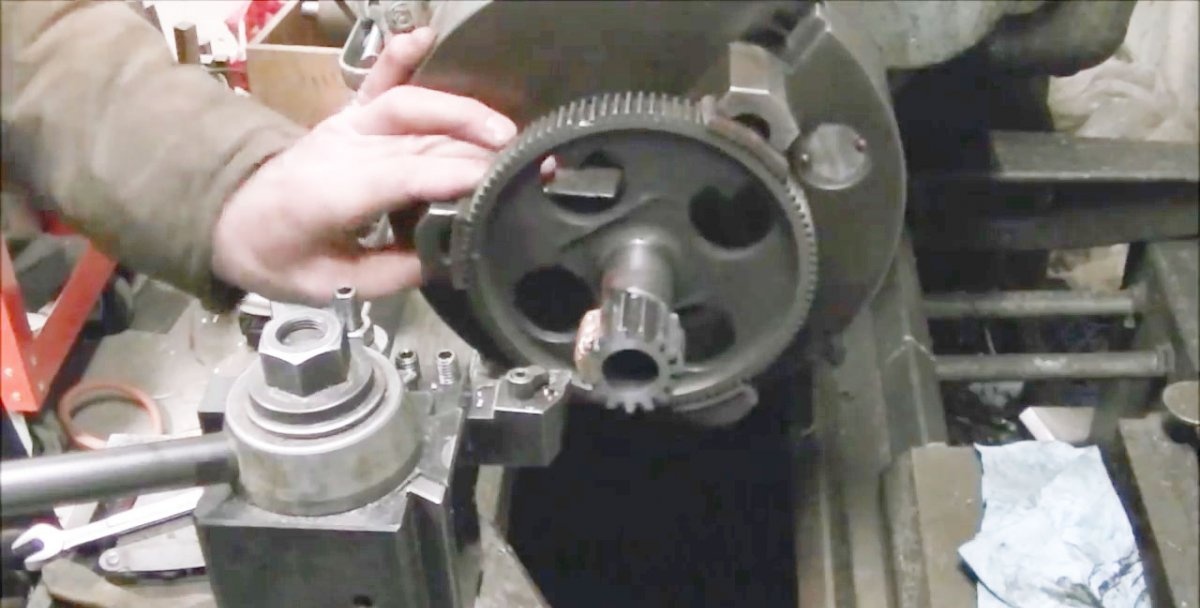
Inilalagay namin ang gear at gear block sa isang lathe papunta sa isang pre-prepared axle sa pamamagitan ng paghihigpit sa nut at cylindrical stop.

Upang gumawa ng isang may hawak para sa isang pamutol, kumuha kami ng isang bakal na baras ng isang tiyak na haba at isang diameter na bahagyang mas malaki kaysa sa mounting hole sa tool. I-clamp namin ito sa lathe chuck at unang mag-drill ng isang maliit na butas mula sa isang dulo na may centering drill, na pagkatapos ay palawakin namin gamit ang twist drill sa kinakailangang laki.
Susunod, inaayos namin ang gripo sa tailstock ng makina at ipasok ito sa butas sa dulo ng baras.Inilipat namin ang headstock pabalik at pinutol ang thread nang manu-mano, pinaikot ang gripo gamit ang isang pihitan. I-screw namin ang isang lutong bahay na bolt na may flat cylindrical na ulo at dalawang simetriko na matatagpuan na mga hugis-parihaba na cutout na may kaugnayan sa gitna ng baras sa nagresultang thread para sa gripping gamit ang isang espesyal na susi.

Pagkatapos ay tinatapos namin ang baras sa kabilang panig at gilingin ito sa kinakailangang haba upang tumugma sa diameter ng spindle ng milling machine. Isinasagawa namin ang pag-ikot sa pana-panahong pagsuri ng diameter upang hindi maluwag ang laki. Sa dulo, buhangin namin ang lugar ng pagliko gamit ang isang papel de liha at punasan ito ng isang tela.
Pagbuo ng profile ng ngipin
Inaayos namin ang cutter holder sa spindle ng milling machine at gilingin ang baras sa laki ng butas sa cutter, pana-panahong sinusukat ang diameter na may micrometer. Sa dulo, buhangin namin ang uka gamit ang papel de liha at punasan ito ng basahan.
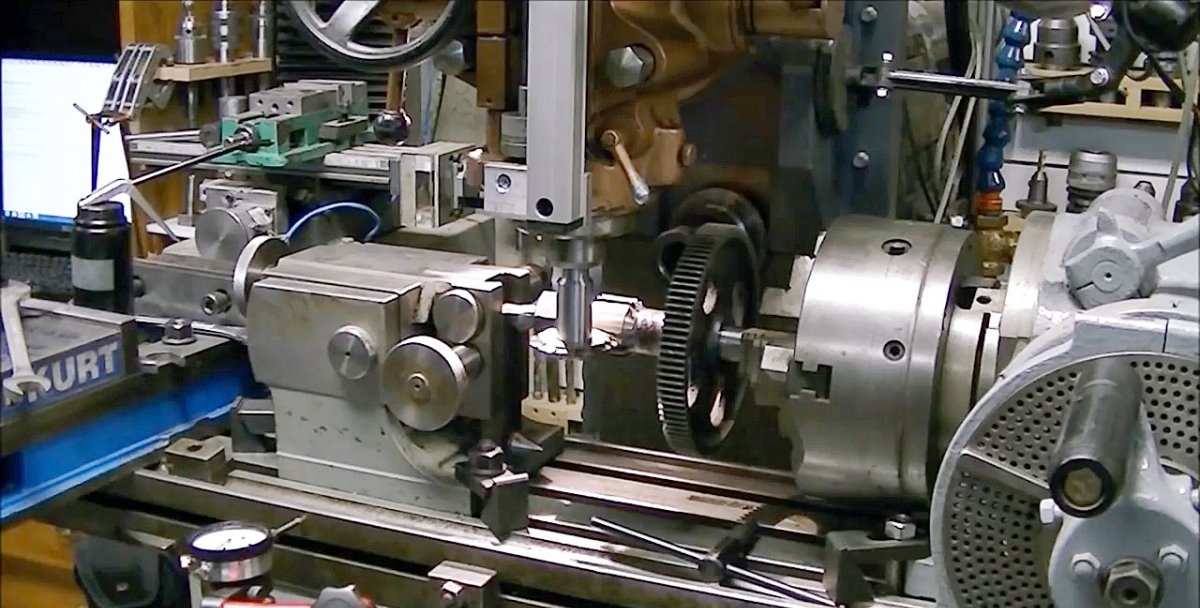
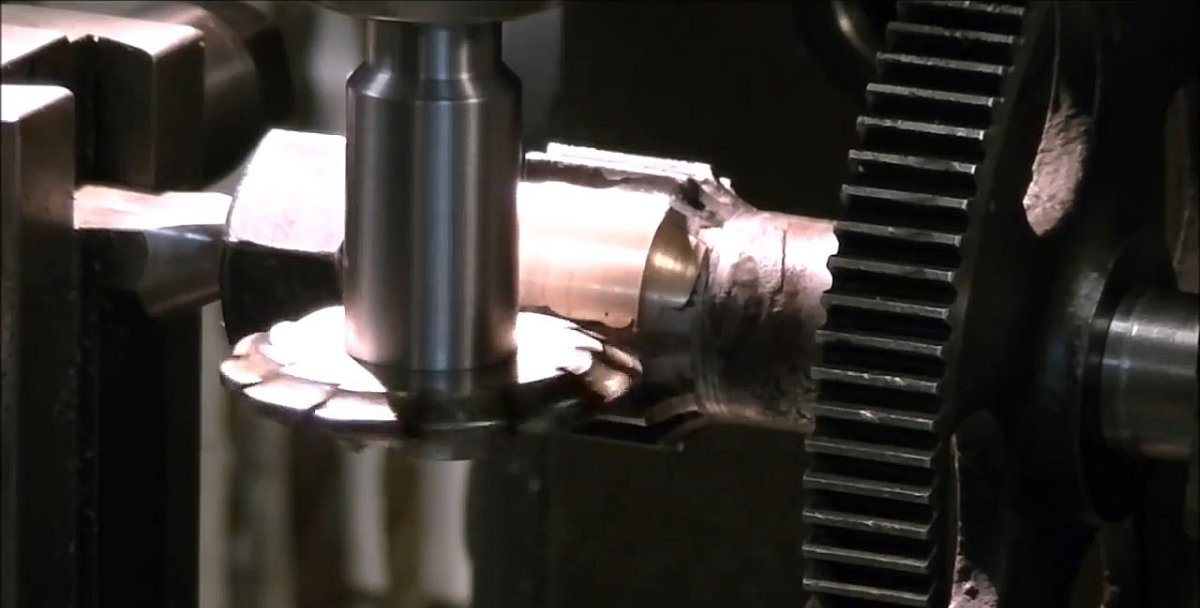
Inilalagay namin ang pamutol sa may hawak at i-secure ito sa dulo gamit ang isang pangkabit na bolt, una sa pamamagitan ng kamay, at sa dulo na may isang espesyal na susi na may isang pihitan. Ini-install namin ang dividing head at tailstock sa working table ng milling machine. Sa pamamagitan ng pag-clamping ng perpektong tuwid na steel rod sa pagitan ng mga ito, inihanay namin ang mga unit na ito upang matiyak ang maximum na coaxiality sa patayo at pahalang na mga eroplano. Upang gawin ito, ginagamit namin ang pagsukat ng mga ulo at ayusin ang posisyon ng tailstock na may kaugnayan sa naghahati na ulo. Pagkatapos ng pagkakahanay, ang mga unit na ito ay ligtas na nakakabit sa milling machine table.
Ang pinakamahalagang operasyon ay ang tumpak na pagkakahanay ng pamutol na may kaugnayan sa gear na ibinabalik. Upang gawin ito, gumagamit kami ng isang caliper, isang micrometer, at isang metal ruler.
Hinahati namin ang mga katangian ng ulo sa bilang ng mga ngipin at makuha ang bilang ng mga pagliko ng hawakan sa bawat 1 ngipin. Karaniwan ang resulta ay isang fractional number. Ang halagang ito ay makikita sa bilog na panghati.
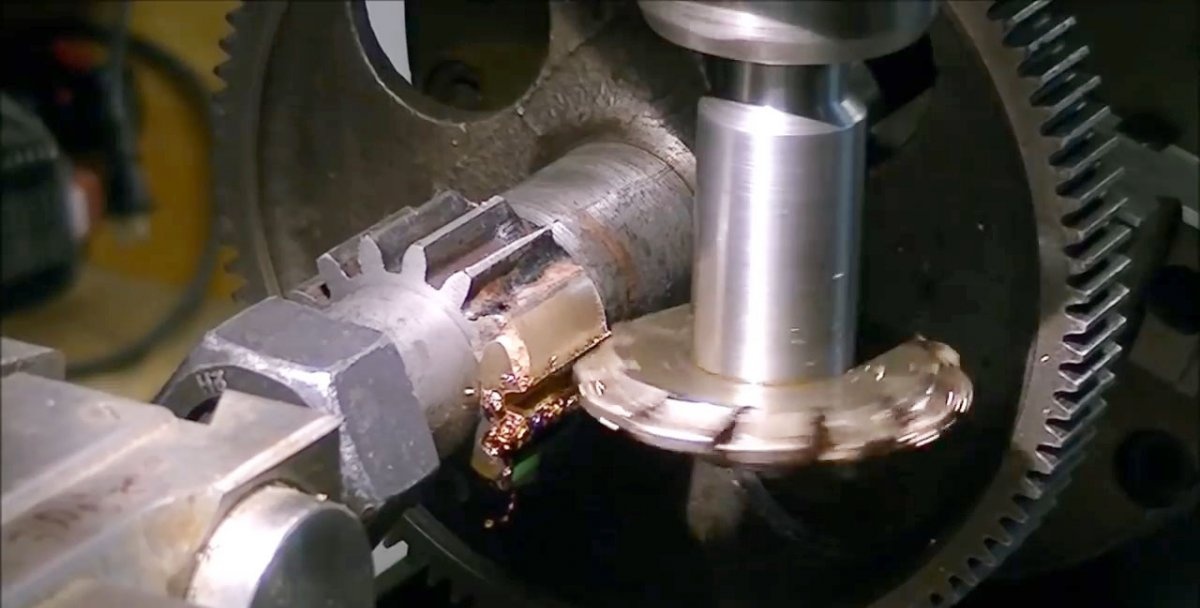
Ngayon ay maaari mong i-on ang milling machine spindle at simulan ang paghubog ng isa sa mga cavity ng ngipin na ibinabalik. Mas mainam na gawin ito sa 2-3 pass upang hindi makapinsala sa surfacing. Kapag bumubuo ng isang ngipin, kinakailangan upang alisin ang mga particle ng cut material mula sa cutter at lubricate ang tool. Susunod, inalis namin ang pamutol at i-on ang gear nang eksakto sa isang hakbang gamit ang naghahati na ulo at ulitin muli ang nakaraang operasyon.

Isang tala
Bakit gagamit ng silicon bronze upang bumuo ng ngipin sa isang cast iron gear? Hindi ba mas ligtas na i-weld ang cavity sa pagitan ng mga ngipin gamit ang isang cast iron electrode at pagkatapos ay iproseso ito gamit ang isang gear cutter?
Kung gagawin mo ito, pagkatapos ay dahil sa mataas na temperatura, ang cast iron ay "nagpapaputi" at lumilikha ng mga lugar na halos imposible sa makina. Ang silicone bronze ay katulad ng lakas sa gray cast iron, at mas mataas pa sa tensile strength. Kasabay nito, ang pagproseso nito, tulad ng nakita natin, ay hindi mahirap.











